

在注射成型中,除了形状缺陷如短射和毛边之外,还可能发生银纹和气泡等外观缺陷。银纹是成型品表面出现白色条纹的缺陷现象,主要是由树脂材料干燥不足或在筒内过度滞留时间引起的。气泡是成型品表面形成的泡状缺陷,由剪切热或模具温度影响,导致树脂温度超过适宜范围而产生。使用内压传感器的传统方法难以检测银纹和气泡的发生。
研究团队使用独特的分析技术证实了可以检测外观缺陷。
(1)银纹
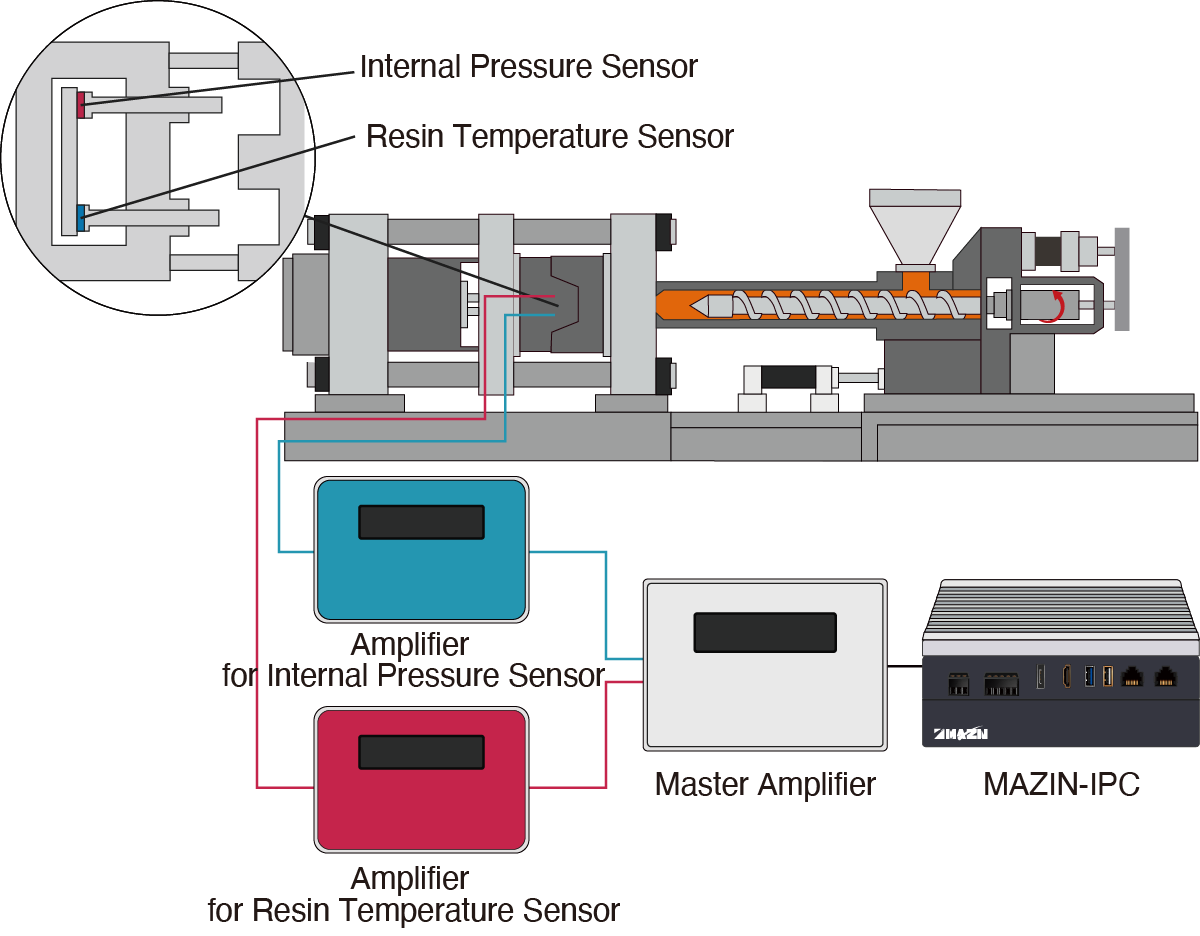
如图1所示,在模具中安装内压传感器,收集注射成型过程中每个周期的内压数据。实验中,先成型了24个良品,然后在相同成型条件下确认了银纹的发生。此外,还故意延长了筒内树脂材料的滞留时间,诱发银纹。在这些条件下,共收集了37个周期的内压数据。
(2)气泡
如图1所示,在模具中安装内压传感器和树脂温度传感器,收集每个周期的数据。在相同的成型条件下,收集了25个周期的良品数据和18个周期发生气泡的数据。
(1) 银纹
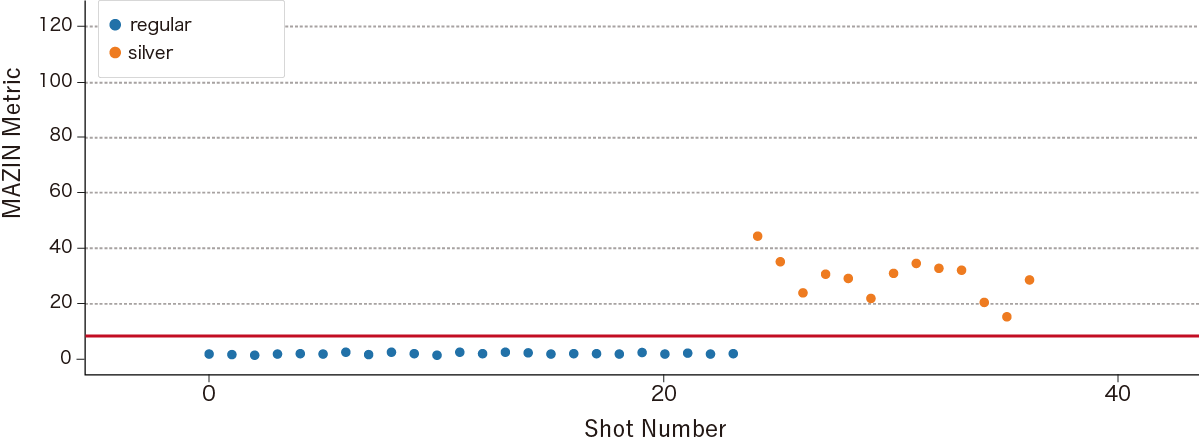
基于内压传感器获取的数据提取特征量,并进行了降维处理,计算了24次射击的良品数据群的重心。图2显示了每次射击的特征量经过降维处理后,与良品数据群的重心的距离。蓝点表示良品的射击,橙点表示发生银纹的射击。可以确认,发生银纹时,与良品数据群的重心的距离相对较大。通过设置图中的红线为阈值,可以判定超过此阈值的射击为银纹。
(2) 气泡
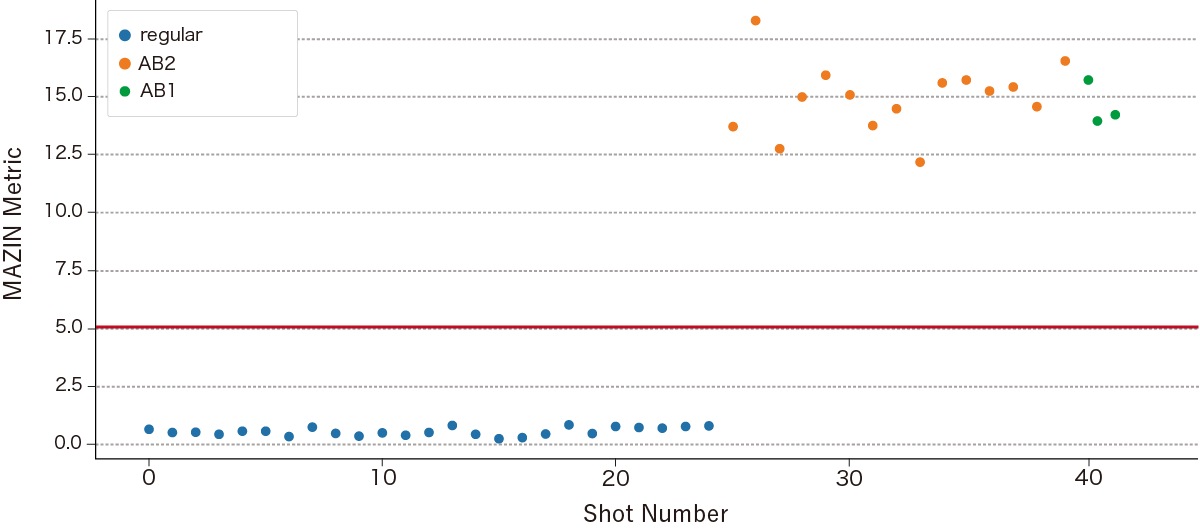
基于压力传感器和树脂温度传感器获得的数据提取特征量,并进行了降维处理,计算了25次射击的良品数据群的重心。下图显示了每次射击的经过降维处理的特征量与良品数据群的重心的距离。蓝点表示良品的射击,橙点表示发生气泡的射击。可以确认,发生气泡的射击,与良品数据群的重心的距离相对较大。同样地,通过设置图中的虚线为阈值,可以判定超过此阈值的射击为气泡。
(1) 银纹
使用传统内压传感器数据的判定方法,如压力波形的最大值、压力波形面积、最大压力到达时间等参数,难以准确检测银纹。然而,本研究通过提取新定义的特征量并应用独特的算法,确立了一种从内压传感器数据中有效检测银纹的方法。这提高了注射成型过程中的质量管理精度。
(2) 气泡
气泡是由温度引起的成型缺陷,通过从树脂温度传感器数据中提取特定的特征量,使得其检测成为可能。这种方法使我们能够理解并预防气泡的发生,引入了一种新的防治技术。通过这些技术,我们首次在注射成型行业开发了利用模具传感器数据检测银纹和气泡的技术。这使得除了形状缺陷如短射和毛边外,还能检测到外观缺陷如银纹和气泡,提供了更全面的成型缺陷检测解决方案。