


花键是一种在汽车、农业机械、船舶、机床等传递动力的部件中使用的机构,它通过多个齿传递大扭矩。由于花键需要高强度和耐用性,所以常用的材料包括预计进行热处理的碳钢S45C、铬钼钢SCM440、不锈钢SUS330等。本文将解析花键的特点、典型的加工方法以及加工花键时遇到的挑战和对策。
花键有几种类型,其中代表性的是渐开线花键。"渐开线"是指围绕在圆柱上的线在不松开的情况下解开时,线的端点绘制的渐开线曲线。根据“JIS B 1603”标准,渐开线花键是基于渐开线曲线形成的齿形,具有高旋转精度和平滑操作的特点。
使用渐开线曲线制成的齿形进行旋转运动时,接触点会在同一曲线上平滑移动。这意味着齿轮之间的中心距相匹配,影响旋转精度和啮合误差,因此通过组合渐开线花键可以提高旋转精度。
渐开线曲线的法线始终接触一个圆,这一特性使得渐开线花键在组合时,从啮合开始到结束,承受的压力角保持恒定状态,因此没有偏移或松动,能够实现平滑操作。
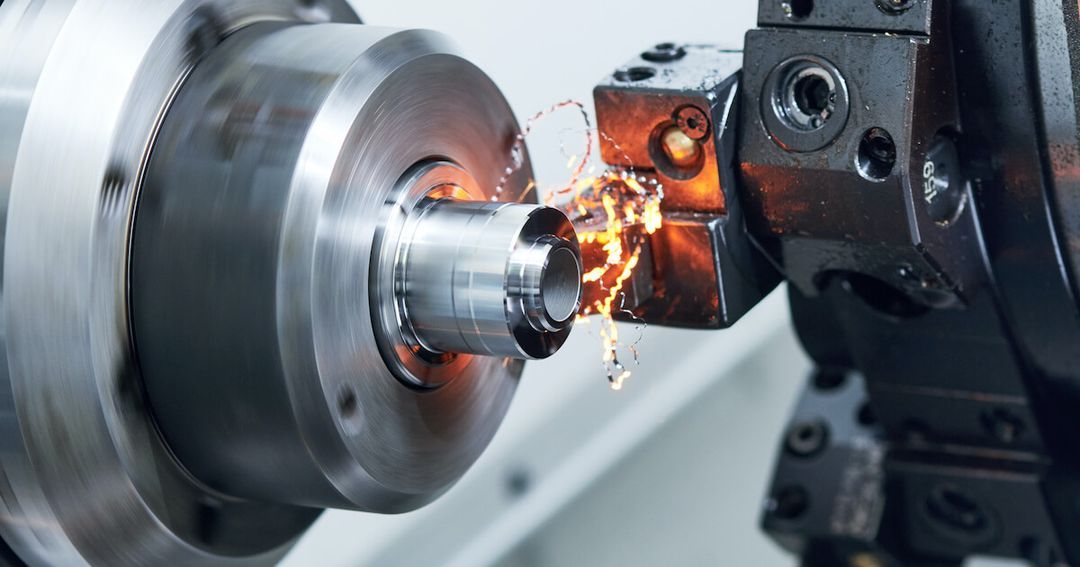
渐开线花键的加工方法包括滚刀加工(生成法)和铣削加工(成型法)等。
.png)

传统上,滚刀加工通常在专用的滚刀机上进行,但近年来通过使用滚刀夹持器,不仅可以在滚刀机上加工,还可以在复合加工机上进行。由于其高精度和高速加工的能力,滚刀加工被认为是适合批量生产的加工方法。
在滚刀加工中,使用圆柱形的滚刀。通过旋转滚刀和材料,进行材料的切削。由于需要根据目标齿轮形状准备滚刀,如果准备多种齿轮形状,则工具成本可能会较高。此外,滚刀加工仅用于外径侧的齿轮加工,不能用于内径侧。
铣削加工使用普通的端铣刀,根据3D CAD模型来加工形状。它也能够铣削花键和齿轮,能够适应灵活的齿轮形状是一个重要的优点。然而,因为需要逐个切削齿槽,所以加工时间较长,不适合需要大量生产的批量生产。它被认为是适合制作原型或小批量多样化产品的加工方法。
在进行花键加工时,可能会遇到加工精度降低和工具异常等问题。
由于工具磨损状态或安装不当等原因,花键的加工精度可能会恶化。如果花键加工精度降低,可能会导致齿轮的节距不良或齿形倒塌,因此维持高加工精度非常重要。
如果由于加工条件不当或同一工具长时间使用等原因导致工具异常,在进行花键加工时可能会出现工具磨损加速或折断。使用异常工具加工的花键不仅可能导致不良品,还可能损坏设备,因此需要注意。
为了解决花键加工中的问题,考虑针对加工精度和工具异常的对策至关重要。
为了保持高加工精度,需要在加工前的准备阶段进行精度检查。不仅检查使用的工具本身的精度,还要检查滚刀的安装精度是否充分、角度是否正确、安装夹持器是否有松动等。
为了防止工具异常,正确设置加工条件非常重要。需要调整到制造商推荐的湿度、切削速度等条件。此外,在加工时还需要采取措施防止切屑嵌入等问题。
本文介绍了花键的特点及其典型的加工方法和挑战。在进行花键加工时,为了实现高精度,使用制造商推荐的涂层、材质进行加工是理想的。如果在花键加工中出现异常,首先应从准备阶段的精度和加工条件的适当性这两个方面进行原因调查。

.png)
